Kako in s čim kuhati titanovo lopato doma
Lopata je nepogrešljiv kos opreme v arzenalu vsakega lastnika zemljišča. Modeli iz titana so zelo trpežni in imajo druge pomembne prednosti. Vendar pa lahko včasih s povečano obremenitvijo bajoneta kovina poči. Ugotovimo, kako kuhati lopata iz titana in kaj je treba pri tem upoštevati.

Vsebina članka
Značilnosti varjenja titana
Na varivost te kovine vpliva več dejavnikov. Prvič, titan ima visoko kemično reakcijo na pline v zraku, vključno z dušikom, kisikom in vodikom. Pomembno je tudi, da ima kovina večjo nagnjenost k rasti zrn, ko temperatura preseže 800 stopinj.
Če se titan segreje na 350 stopinj, začne aktivno absorbirati kisik. Posledično se na površini (v območju varjenja) oblikuje film, katerega barva se spreminja od rumene do vijolične, ki postopoma prehaja v belo.
Ogrevanje na 500 stopinj vodi do povečanja trdnosti in trdote kovine. Vendar se njegove plastične lastnosti zmanjšajo.
Medsebojno delovanje titana in vodika vodi do škodljivega pojava - vodikove krhkosti. Prispeva k večji krhkosti materiala. Ko se titan ohladi, varjeni del čez nekaj časa odpade.
Povečanje količine zrn zaradi izpostavljenosti visokim temperaturam zmanjša trdnost kovine. Ne smemo pozabiti, da ima titan visoko tališče. Pri delu z njim morate uporabiti zelo močan koncentriran vir toplote.
Pri varjenju mora biti šiv obojestransko zaščiten. Posebna pozornost je namenjena pripravi robov. Ni vam ga treba dolgo segrevati. Pri varjenju titanove lopate je potrebno skrbno spremljati temperaturne pogoje. Za zaščito kovine na delovnem območju je priporočljivo uporabljati posebne talilne spojine. Delovale bodo tudi kovinske obloge. Lahko se uporabljajo plinske blazine. Za njihovo izdelavo se uporabljajo pakirane komore.
V procesu odpravljanja napak na lopati morate skrbno upoštevati varnostne ukrepe. Delati morate zelo previdno.
Potrebni materiali in oprema za varjenje titanove lopate
Postopek bo zahteval:
- Varilnik. Podpirati mora način TIG. Mora imeti gorilnik.
- Jeklenka, napolnjena z zaščitnim plinom. Primeren je helij, argon ali mešanica obeh.
- Volframove elektrode, ki se ne stopijo.
- Polnilna žica.

Priprava na varjenje doma
Za pripravo kovine za varjenje je potrebno obdelati robove območij, kjer se bo postopek izvajal. Pazite, da odstranite kovinsko plast z visoko vsebnostjo kisika in dušika. Prisotnost teh delcev na delovnem območju bo povzročila poslabšanje lastnosti oblikovanega šiva. Krhkost kovine se bo povečala.
Če imajo obdelovanci debelino največ 4 mm, lahko med varjenjem naredite brez rezanja robov. V drugih primerih se izvaja ob ohranjanju kota odpiranja 60 stopinj.
Prav tako je treba zaščititi koren šiva in delovno območje na hrbtni strani. Tudi če zdravljenje ne doseže nasprotne strani. Ko titan medsebojno deluje s plini iz okoliškega zraka, se reakcija začne takoj, ko temperatura doseže 300 stopinj.
Za zaščito šiva na hrbtni strani se uporabljajo blazinice iz jekla ali bakra. Morajo biti tesno nameščeni. Uporabite lahko tudi pihanje argona, usmerjeno v posebne utore ali znotraj strukture.
Če je postopek mogoče izvesti brez zaščite notranjosti šivov, je treba narediti odmore, da se površina ohladi. Sami šivi morajo biti kratki, ne več kot 20 mm.
Metoda varjenja titanove lopate z neuporabno elektrodo (metoda TIG)
TIG je tehnologija varjenja, ki uporablja elektrode na osnovi volframa pod zaščito inertnih plinov. Njegovo jedro velja za netalilno. To je ročno obločno varjenje - med elektrodo in obdelovancem nastane oblok, iz gorilnika pa prihaja zaščitni plin. Aditivi se dobavljajo ročno. Elektroda je nabrušena pod kotom 45 stopinj. Tok je treba vzdrževati znotraj 100 amperov.
Izdelke debeline do 1,5 mm lahko sočelimo brez uporabe dodatkov. V drugih primerih se palica napaja. Dodatek mora imeti sestavo, primerno za zlitino delovnega področja. Pred začetkom postopka ga je treba žariti v vakuumu. To bo odstranilo vodik. V zaprtem stanju bo aditiv ohranil svoje lastnosti največ 5 dni.
Za opravljanje dela je potreben tok konstantne polarnosti, katerega napetost doseže 15 V. Elektroda mora biti usmerjena na površino pod določenim kotom - 70–80 °. Dodatek se dovaja pravokotno na os elektrode.
Spodnja fotografija prikazuje lokacijo elektrode in dodatka pri TIG varjenju katerega koli izdelka iz titana.
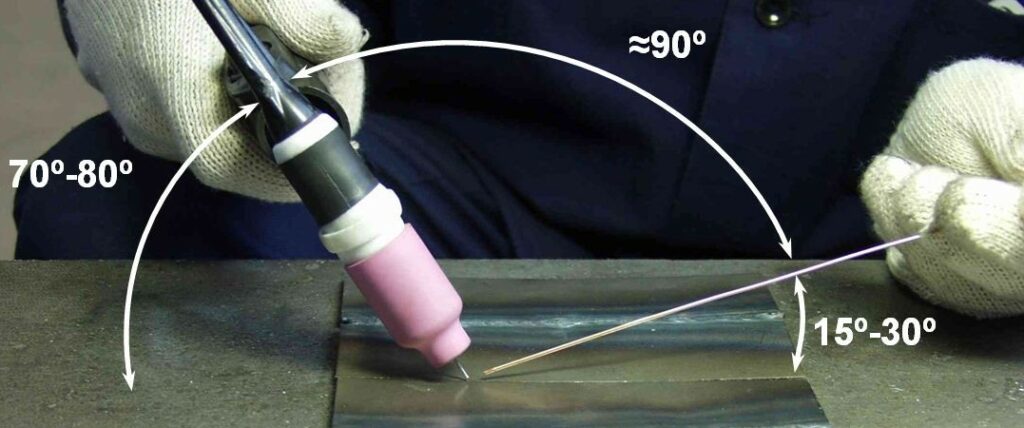
Oblikovanje šiva je treba izvesti z natančnimi gibi. Dokler se delovno območje popolnoma ne ohladi, je priporočljivo, da na šiv pihate argon. Postopek je treba izvesti zelo previdno.





Zlomil sem 2 kosa. To so slabe lopate, ne verjemi nikomur. So kot igrače. In če je zemlja zelo lahka, potem tam kopajo z vilami.